  |
一般成型では不可能な厚肉形状も
特殊成形法で対応しております。
|
| PFP成形法 |
| PFP成形法とは? |
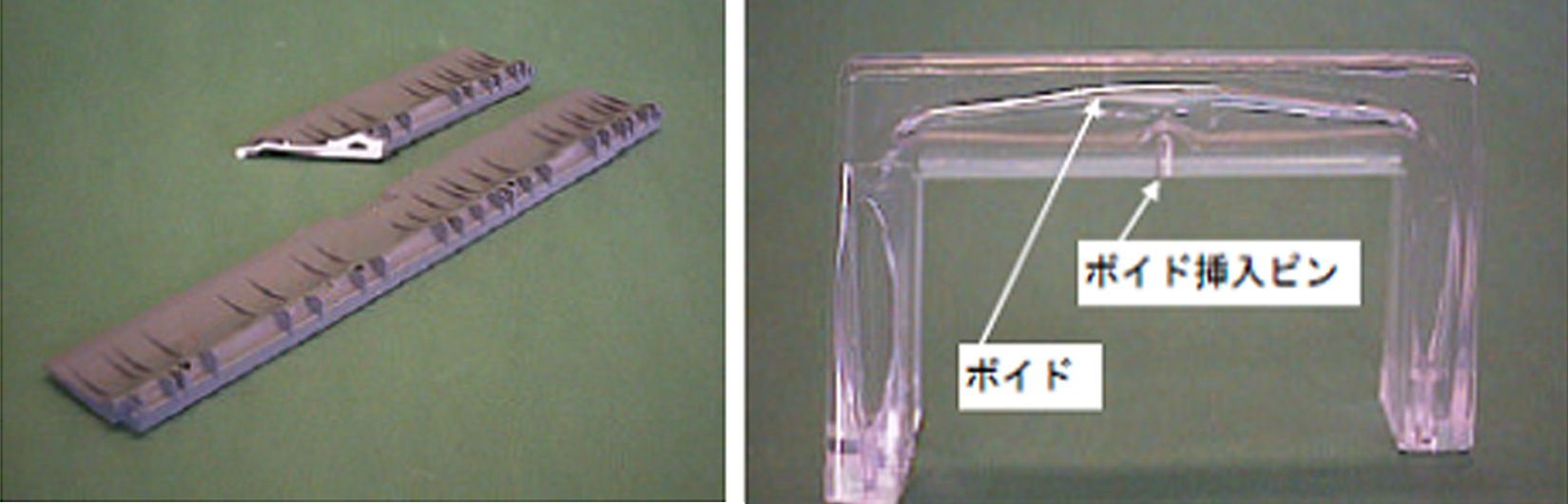
・PFP(Partial Frame Process)成形は、成形品の剛性・強度向上の為に
厚肉のリブからなるフレーム構造を成形品の任意の位置に設け、
その表面のヒケを防止することのできる画期的な成形方法です。
・強度を担う厚肉部が薄肉部と共存できるような成形が可能となります。
|
| PFP成形法の特徴 |
・自由なリブ構造で高剛性高強度成形品が可能。
・複雑な保圧行程を必要とせず、低圧成形が可能。
・特殊な設備・成型機・金型(注)を必要としない。
(注)金型に簡単なヒケ防止機構を設けますが基本
構造は通常の射出成形金型と変わりません。

|
| PFP成形法の原理 |
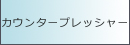
樹脂の冷却固化時に生じる体積収縮力を、空洞(ボイド)*1を
意図的に成長させることにより吸収する。 |
↓
|
*1 この空洞(ボイド)は製品強度への影響を避けた位置に自由に発生させることができ、
表面性への影響も生じません。また、成形時の複雑な保圧操作は不要となり、成形品の
品質安定にも寄与します。

|

